
Da concepção ao try-out, a SLV Plásticos desenvolve e ajusta ferramentas para reduzir variações, acelerar a aprovação e garantir repetibilidade peça a peça com documentação e suporte técnico quando o processo pede correção.
“Ferramenta não é só metal usinado: é o que define se a peça sai boa hoje e continua boa no lote 300. A SLV trata molde e processo como um sistema só com evidência, histórico e ajuste fino pra virar repetibilidade.”
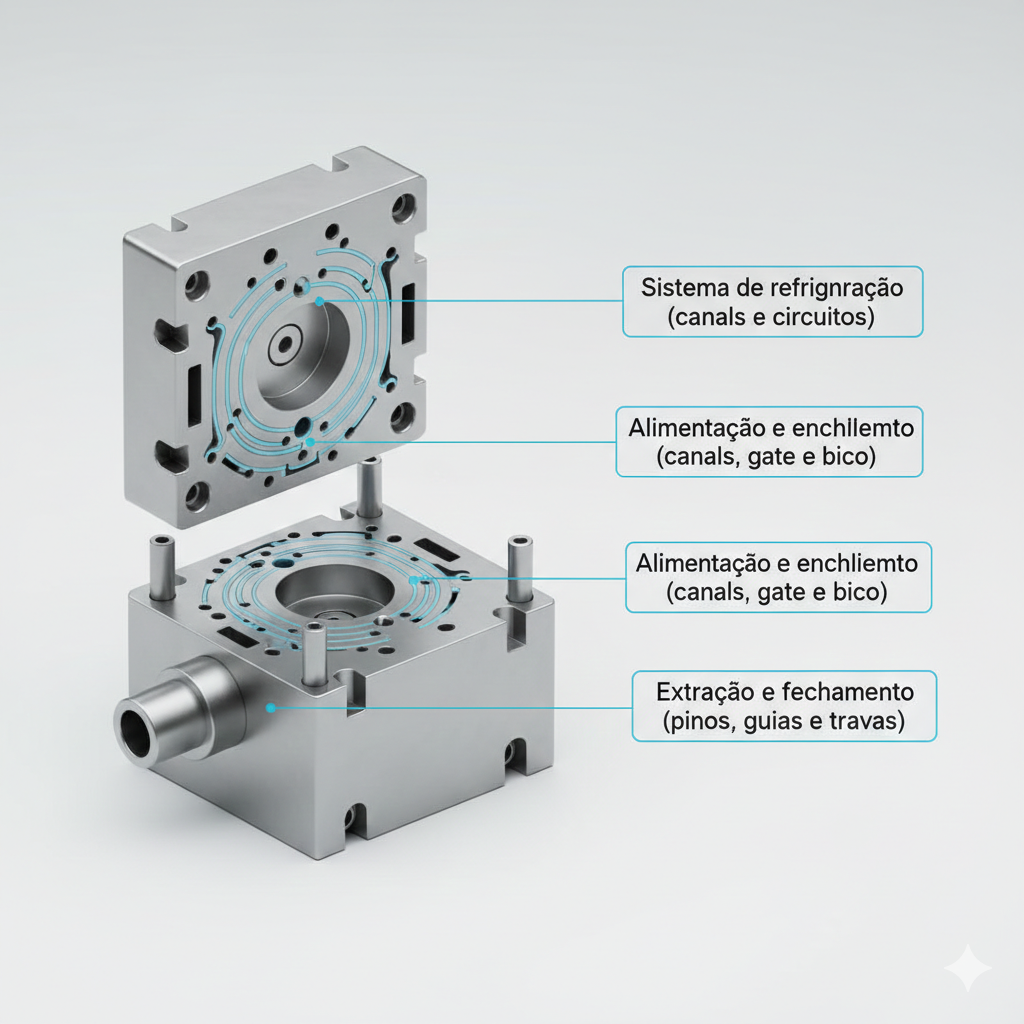

Canais, conexões, tampões e vazões. Pequena diferença de resfriamento muda retração, empeno, brilho e tempo de ciclo e vira “defeito sem explicação”.
Pinos extratores, placas, retornos e ângulos. Ajuste ruim gera marca, risco, peça presa e quebra em cascata (principal causa de retrabalho no try-out).
Linhas de partição, guias/colunas, alinhamento e folgas. Quando a ferramenta “respira”, aparece rebarba, variação dimensional e perda de repetibilidade.
Bico, canal quente/frio, gate e balanceamento. Alimentação mal dimensionada gera falta, bolha, linha de solda fraca e variação lote a lote.
Respiros, microvent e alívios de ar. Sem ventilação, o ar vira pressão e calor: queima, manchas, superfície irregular e instabilidade de processo.
Insertos, aço, textura, polimento e tratamentos. Superfície errada ou desgaste precoce muda atrito, aparência e dimensional e derruba o padrão.
01
Mudou usinagem, polimento, ângulo de saída, folga, refrigeração ou o conjunto de extração? Sem controle do que foi alterado e por quê, o “mesmo molde” deixa de ser o mesmo e a variação aparece “do nada”.
Ferramenta instável muda a peça conforme aquece: retração, empeno e medidas oscilam. O resultado é ajuste infinito em máquina porque o problema está no equilíbrio da ferramenta, não só no set-up.
02
A liberação pede medição completa e registro: relatório dimensional, evidência por cavidade (quando aplicável) e consistência no try-out. Se a evidência não fecha, a aprovação não anda.
Rebarba não é “detalhe”: é sinal de fechamento/vedação fora do ponto, desgaste ou alinhamento ruim. Se não tratar a causa na ferramenta, volta em produção e cresce com o tempo.
Quando aparece desvio, não basta “dar um jeito no try-out”. Precisa registrar causa, correção feita, impacto e plano de prevenção/manutenção. Sem isso, o defeito retorna e o custo só aumenta.
Somos uma equipe focada em desenvolvimento de negócios, com formação e especialização em cada área de atuação, apoiada por recursos tecnológicos e parcerias com laboratórios nacionais e internacionais. Atendemos todo o Brasil e também Alemanha, República Tcheca, Espanha, Portugal e outros países.
Mais do que entregar um serviço, buscamos construir confiança: clientes que caminham com a gente colhem frutos que começaram como decisões bem tomadas plantadas em conjunto, com método, consistência e compromisso com o longo prazo.

Faz os dois: confeção de ferramenta nova e correções/ajustes em ferramentas existentes para estabilizar o processo e reduzir variação.
Quando a peça exige repetibilidade e o molde já está no limite (rebarba recorrente, instabilidade dimensional, ciclo inconsistente, desgaste acelerado). Aí ajuste vira custo infinito.
Sim. O try-out é tratado como etapa técnica: medir, comparar, ajustar e documentar até fechar a aprovação.
Com controle de configuração (o que mudou e quando), histórico de ajustes e padronização de parâmetros críticos do ferramental (refrigeração, extração, fechamento, vedação e alinhamento).
Linha de partição/fechamento, desgaste, paralelismo/alinhamento, travas e condição de vedação. Rebarba geralmente é sintoma de ferramenta “cedendo” ou desalinhada.
Às vezes, mas nem sempre. Se a causa estiver em refrigeração desequilibrada, geometria/extração ou fechamento, o ajuste real é na ferramenta.
Dimensão instável no aquecimento, rebarba, extração marcando, pontos de injeção mal dimensionados, refrigeração desigual e falta de evidência dimensional bem feita.
Quando a ferramenta é multicavidade, sim. Ajuda a enxergar variação entre cavidades e corrigir onde realmente está o desvio.
Relatório do diagnóstico, registro do que foi ajustado (antes/depois), recomendações de processo e histórico técnico para rastreabilidade e auditoria.
Sim, quando o gargalo está em refrigeração, enchimento/compactação, extração ou estabilidade térmica da ferramenta. Reduzir ciclo sem perder qualidade é equilíbrio, não chute.
Limpeza técnica, inspeção de desgaste, checagem de alinhamento/fechamento, refrigeração, extração, travas e pontos de vedação com registro do estado e ações.
Sim. A SLV separa causa raiz: material x processo x projeto x ferramenta. Se for material/contaminação, entra análise e recomendação objetiva, sem “culpar o molde” por padrão.
Dá e é o objetivo. Padronização + documentação técnica reduz dependência de “mão mágica” e melhora previsibilidade.
Peças injetadas que exigem repetibilidade, acabamento consistente e estabilidade dimensional principalmente quando o custo de retrabalho e parada é alto.
Enviar amostra do problema (peça + histórico), fotos/medições, e o contexto do processo. Aí a SLV fecha um diagnóstico inicial e define o caminho: correção, ajuste fino ou ferramenta nova.

