

“Protótipo não é enfeite é seguro contra retrabalho. Antes de cortar ferramenta e travar o projeto, a SLV ajuda a materializar a peça e provar o que importa: encaixe, vedação, dimensão, aparência e resistência. O que aparece cedo no protótipo custa pouco para corrigir; o que aparece tarde vira atraso, refugo e custo de mudança.”
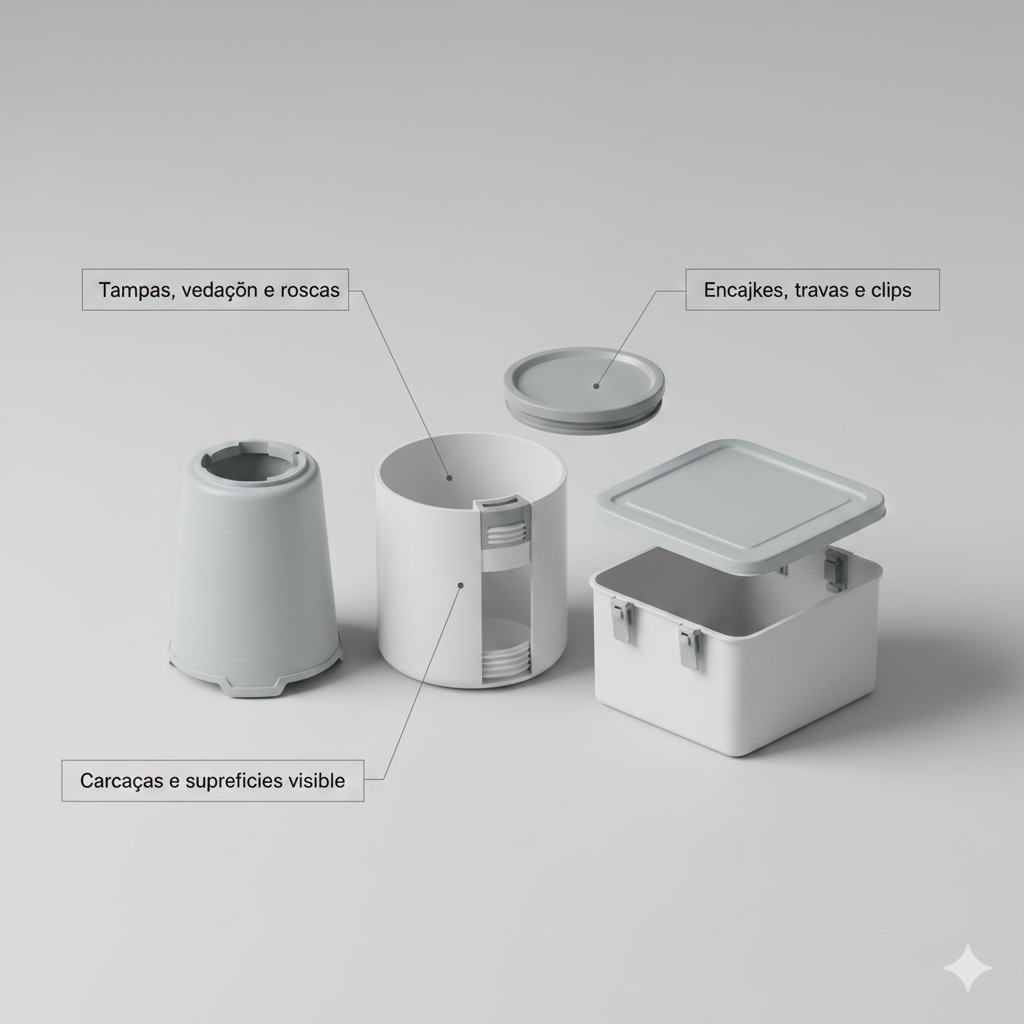

É onde o projeto “fecha” ou falha. Pequena variação já muda montagem, gera trava, folga, ruído ou quebra. Prototipar cedo revela interferências e evita ajuste caro depois da ferramenta pronta.
O problema quase nunca é “vazamento grande”: é microvazamento que vira infiltração, contaminação, perda de isolamento ou falha funcional. Protótipo comprova planicidade, acabamento de contato e vedação consistente.
Aprovação não pode ser “no olho”. O protótipo serve para registrar medidas críticas (planicidade, espessuras, alojamentos, diâmetros, roscas e assentos) e validar tolerâncias antes de travar projeto e processo.
O protótipo testa se o material escolhido aguenta o uso real: carga, temperatura, vibração/impacto e deformação com o tempo. Evita escolher resina “que funciona na bancada” e falha no campo.
Em muitos produtos, visual é requisito. Protótipo permite avaliar cor/brilho/textura, marcas, afundamento e repetibilidade de aparência evitando lote “duas caras” quando começar a produzir.
Protótipo sem histórico vira confusão. A SLV registra versão, critérios, resultados e mudanças para acelerar iteração, sustentar decisão e preparar a transição para produção.
01
02
Somos uma equipe focada em desenvolvimento de negócios, com formação e especialização em cada área de atuação, apoiada por recursos tecnológicos e parcerias com laboratórios nacionais e internacionais. Atendemos todo o Brasil e também Alemanha, República Tcheca, Espanha, Portugal e outros países.
Mais do que entregar um serviço, buscamos construir confiança: clientes que caminham com a gente colhem frutos que começaram como decisões bem tomadas plantadas em conjunto, com método, consistência e compromisso com o longo prazo.

Atende fabricantes e transformadores que injetam componentes (tampas, potes, carcaças, encaixes, travas) e empresas que montam produtos e sofrem com variação de peça na linha.
Vazamento em tampa/vedação, encaixe duro ou frouxo, empeno, trinca (principalmente em travas), rebarba, afundamento, manchas e variação de cor/brilho, além de variação dimensional e de peso.
Sim. O trabalho começa isolando variáveis: lote de resina/masterbatch, secagem, parâmetros, cavidade, condição do molde e condições de máquina. A ideia é provar a causa, não “chutar”.
Define medidas críticas, critérios funcionais de vedação, avalia planicidade/deformação/retração, verifica material e setup e fecha uma janela de processo estável pra manter vedação consistente lote a lote.
A SLV mede força/condição de encaixe, avalia variação dimensional por cavidade, tensão residual e geometria crítica, ajusta processo e padroniza setup pra manter força de encaixe constante.
Sim. Investigamos masterbatch/aditivos, mistura/alimentação, janela térmica, cisalhamento, tempo de residência e condições de molde pra estabilizar aparência e reduzir lote “fora”.
Faz quando é relevante: checa consistência de lote, compatibilidade, efeito em rigidez/impacto, estabilidade dimensional e aparência, e orienta critérios de recebimento e liberação.
A SLV verifica se secagem está adequada ao material (tempo/temperatura/ponto de orvalho/armazenamento) e mostra como umidade vira bolha, prateamento, perda mecânica, trinca e instabilidade dimensional.
Sim. Separar dados por cavidade é chave: peso, dimensão, aparência e defeito por cavidade. Uma cavidade fora da curva derruba a linha; a SLV ajuda a achar e corrigir.
É a liberação inicial com evidência: especificação, plano de medição e registro das medidas/funcionais críticos (encaixe, vedação, planicidade, espessuras). Sem isso, a produção nasce instável.
Ficha técnica do produto, critérios de inspeção (visual e funcional), plano de controle, parâmetros de processo e setup, checklist de troca de lote/turno, e rastreabilidade por lote/cavidade.
Ligando lote de resina/masterbatch, cavidade, data/hora, máquina, parâmetros e inspeções ao lote produzido. Isso acelera contenção quando aparece devolução ou desvio.
Ajuda porque reduz variação e cria um padrão repetível. Menos variação = menos peça “no limite” que passa hoje e falha depois (vazamento, quebra de trava, empeno).
Depende do problema, mas normalmente o ganho vem em etapas: primeiro conter e estabilizar (rápido), depois padronizar e documentar (pra não voltar), e por fim treinar/monitorar (pra manter).
Quando o defeito “vai e volta” por lote/turno, quando ninguém consegue reproduzir o problema, quando tem muita regulagem na máquina pra “fazer passar”, quando existe devolução/garantia, ou quando o produto vai escalar e precisa de padrão e rastreabilidade.

