
Da validação de resina à padronização do setup, a SLV Plásticos apoia a injeção na prática: identifica causa raiz de defeitos, reduz variação de turno, controla refugo e retrabalho e garante rastreabilidade com documentação e treinamentos.
“Na injeção, o detalhe manda: resina, secagem, temperatura e janela de processo. Quando isso varia, o defeito aparece como rebarba, empeno, bolha, marca de fluxo, queima ou variação de peso. A SLV transforma tentativa e erro em evidência e evidência em padrão que se repete.”

Variação aqui vira diferença de preenchimento, marcas, rebarba e instabilidade de peso/medida. O foco é repetibilidade de pressão, temperatura e corte do gate.
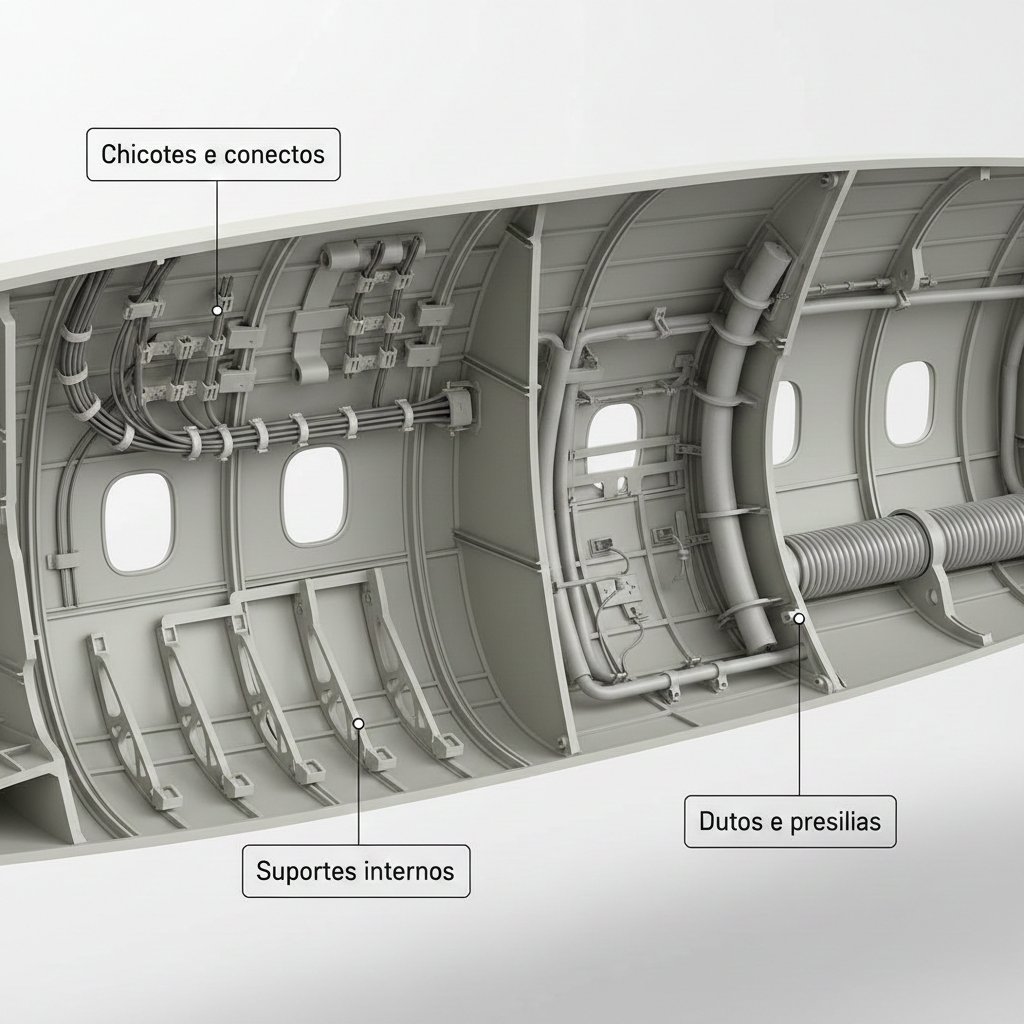
Qualquer variação de medida/ovalização muda torque, estanqueidade e “fecha/não fecha”. É onde microdiferenças viram reclamação no cliente.
01
02
Somos uma equipe focada em desenvolvimento de negócios, com formação e especialização em cada área de atuação, apoiada por recursos tecnológicos e parcerias com laboratórios nacionais e internacionais. Atendemos todo o Brasil e também Alemanha, República Tcheca, Espanha, Portugal e outros países.
Mais do que entregar um serviço, buscamos construir confiança: clientes que caminham com a gente colhem frutos que começaram como decisões bem tomadas plantadas em conjunto, com método, consistência e compromisso com o longo prazo.

A SLV entra quando você precisa reduzir variação, achar causa raiz de defeitos, padronizar processo e deixar tudo documentado (evidência + rastreabilidade) para produção ficar estável lote após lote.
Quando tem refugo alto, reclamação de cliente, instabilidade por turno, mudança de resina/fornecedor, molde multicavidade desbalanceado, ou quando o time está “apagando incêndio” sem prova do que mudou.
Não. A ideia é acelerar a solução com método e evidência, e deixar padrão + treinamento para o time rodar melhor depois.
Rebarba, empeno, trinca, bolha/queima, linha de solda, mancha, variação de peso/espessura, rosca fora, encaixe/vedação ruim, queda de resistência e defeitos intermitentes difíceis de pegar.
Combinando dados do processo, análise do molde/peça, evidências de medição dimensional, testes/inspeções quando necessário e comparação antes/depois para provar o que resolveu.
Sim. Em multicavidade, a gente separa e mede por cavidade, cruza com parâmetros e encontra qual cavidade derruba o lote e por quê (geometria, refrigeração, desgaste, balanceamento, processo).
É a liberação com medidas críticas registradas (peso, espessura, altura, rosca, encaixe, vedação). Sem isso, você produz no escuro e descobre o desvio tarde com refugo e devolução.
Sim. Deixamos ficha de processo, parâmetros alvo e limites, pontos de inspeção, critérios de aceitação, rotina de setup e troca de lote/turno para parar de depender de “cada um faz de um jeito”.
No mínimo: resina/lote, masterbatch, aditivos (se tiver), ordem, data/hora, máquina, molde, cavidade (quando crítico), parâmetros-chave e resultado de inspeção.
Fazer controle de mudança: comparar lote antigo vs novo, ajustar janela de processo, registrar diferenças (MFI/umidade/contaminação), validar peça e atualizar documentação para não virar loteria.
Sim. Estruturando checklists, critérios e registros, dá pra cortar retrabalho e reduzir tempo de validação, porque o time sabe exatamente o que medir, quando e qual decisão tomar.
Quando faz sentido, orientamos e organizamos evidência: validação de matéria-prima, suspeita de contaminação, variação de lote, desempenho em uso. O foco é usar teste como prova, não como burocracia.
Acontece muito. A gente separa o que é processo do que é ferramenta (desgaste, vedação, refrigeração, extração, rebarba por folga). E recomenda ação objetiva: ajuste, manutenção ou correção.
Com ação corretiva amarrada: registro do desvio + evidência, causa raiz, mudança aplicada, validação depois, atualização de padrão e treinamento. Sem isso, o defeito sempre reaparece.
Um pacote prático: diagnóstico com evidências, recomendações priorizadas, padrões/documentos (processo/inspeção/rastreabilidade), e orientação de rotina para manter estabilidade e reduzir refugo.

